浮选机刮泡机构的改造
鹤矿集团选煤总厂浮选系统主要设备由2台16m3喷射式浮选机、预处理器和6台循环泵组成,自2006年末运行以来发生的主要故障是浮选机刮泡机构的刮板轴折断,平均每周折断2根刮板轴,造成刮泡不及时,尾矿跑煤,精矿流失,经济效益损失严重。
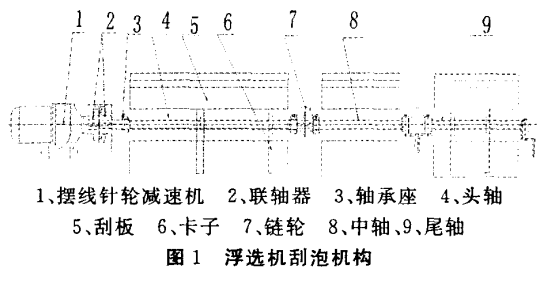
1、刮泡机构结构及工作过程
刮泡机构由刮板、刮板轴、轴承座、摆线针轮减速机、联轴器等组成(见图1)。其中刮板轴为一根中空的普通钢管,将该钢管两端分别与轴头焊接在一起,再用链轮互相连接起来。浮选机共有5个格室,每一个格室有2根轴,即每台浮选机共有10根轴,每根轴上连接4块刮板。浮选机刮泡机构的工作过程是电机通过带动减速机而使链轮转动,再通过链条联轴器带动轴和刮板一起转动,将浮选出来的精煤泡沫刮到精矿槽中,完成刮泡工作。
2、存在的问题
1)浮选机刮板为聚乙烯塑料板,规格为2500mm×200mm,板厚12mm,一条刮板轴连接四块这样的刮板,再加上铁卡子的重量,每根轴要承受近30kg的重量。
2)刮板轴为中空钢管,外径38mm,内径32mm,管壁厚3mm,每根轴长近3m,由于管细、管壁薄,承受力大,而出现“塌腰”现象,转动时极易折断。
3)刮板轴在承受重量的同时,还要不断将浮选机生产出来的泡沫刮到泡沫仓中。在运行中,经常出现不同心现象,产生扭力,使刮板折断。
4)刮板、卡子、轴之间靠螺丝连接,一旦螺丝松动,刮板下蹿,与浮选机槽体刮碰,导致轴和刮板折断。当轴和刮板折断后,要将浮选机停下,卸下链轮,从轴头处取下断轴,换上新轴,再将刮板和卡子上好,整个过程4人需2.5小时。更糟糕的是,如果槽体将刮板刮断,断掉的刮板碎块下沉到浮选机槽体底部,由于泵的吸力和煤浆的流动,这些碎块就会卡在浮选循环泵的入料口,导致泵不上料,这时需将浮选机的煤浆放掉,将槽体冲刷干净后将刮板碎块取出。如果碎块进入泵体卡在叶轮中,则需要拆泵,拆泵最快需l天时间,不但维修工作量大,而且严重影响生产。
综上所述,必须对浮选机的刮泡机构进行改造,否则生产无法正常进行。
3、刮板轴的改造
1)轴的改造。由于1.25寸钢管管壁薄,我们决定用1.25寸厚壁钢管取代普通钢管,该项工作在2007年9月末完成,虽然情况有些好转,但仍有断轴现象发生,平均每周折一根。经过实践,于2007年12月,我们又将1.25寸厚壁钢管改为1.5寸厚壁钢管,外径50mm,内径36mm,管壁7mm,效果较好,至今折轴现象极少发生。
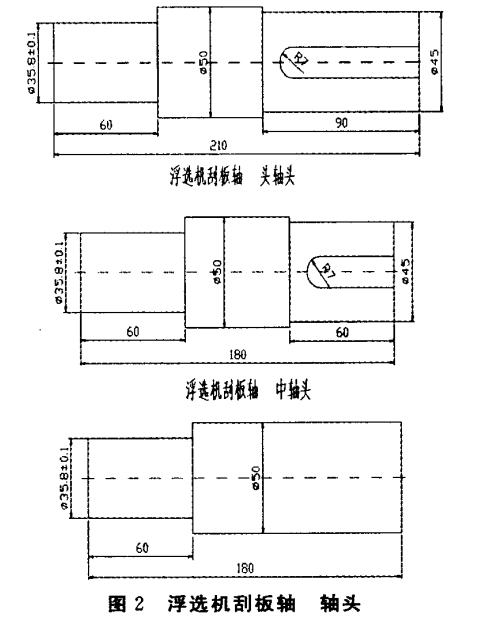
2)轴头改造。因为轴的改造,与之相配套的轴头必须重新制作。新制作的轴头如图2所示。
3)刮板的改造。由于厚12mm塑料板较重,轴易出现“塌腰”现象,因此我们考虑在既保证正常刮泡又减轻重量的情况下,将塑料板的厚度从12mm减至8mm,刮板重量减轻了1/3。
4)卡子的改造。卡子是用厚8mm钢板做成,中间圆弧部分要用气锤打造,考虑到螺丝易松动和制作卡子的困难,于是我们将卡子中间圆弧去掉,直接将卡子两翼焊在轴上,一根轴上安装4组刮板,由于末室泡沫少,刮板仅用2组,卡子数量也随之减少一半。
4、改造前后效果及经济效益对比
1)由于卡子直接焊在轴上,不存在螺丝松动现象,细轴换成厚壁新轴,不存在“塌腰”“刮帮”现象,轴运行良好,减少了维修时间和精力,提高了工作效率。
2)效益分析:
①改造前每周折断两根轴,处理共需5小时,轴折断后,必须将刮泡机构停下处理,改造后没有出现折轴现象,延长了浮选开机时间,每年可创效益20万元。
②改造前,即使轴断了不停车,只将链轮摘下,使断轴前面的轴继续工作,也会影响到浮选效果,由于泡沫形成后不能及时刮出致使泡沫积压,后窜,进入尾矿,造成“跑煤”。改造后,这种情况不再发生,并且浮选效果较好,减少了“跑煤”现象,每年多回收精煤价值10万元。
③将塑料板的厚度从12mm减至8mm,年节省材料费用4.2万元。
④轴头由原长500mm缩短为250mm,不但节省配件加工时间,每年还可节约φ60mm圆钢50m。
转载请注明来源:www.zzjdzg.com
