长筒球磨机筒体结构的改造
包钢选矿厂球磨机分为格子型和溢流型两种,φ3.6m×6m球磨机称为长筒溢流型球磨机。球磨机筒体的入孔门是镶铺衬板时,进入和进衬板的入口,结构为筒体上开方形口,再焊接一短节法兰,再用螺丝坚固的盖子盖上。
由于近年来生产能力的提高,在长筒型球磨机中,装矿量及装球量加上球磨机筒体自重可达到260t,在球磨机运转中,经常出现入孔门处斜向45°裂纹,裂纹长度为500mm~1000mm。经过焊接后,仍不能较好地避免裂纹的发生。常常造成筒体漏矿甩矿,矿浆窜入齿轮传动部位,造成润滑条件变差,齿轮急剧磨损,使用寿命急剧缩短,球磨机智障频繁,职工劳动强度大。进而影响正常生产,被迫大修球磨机,更换球磨机筒体组立件而报废筒体。近年已报废2个筒体,损失100万元以上。
1、问题分析
球磨机筒体可以看做简支梁,见图1:
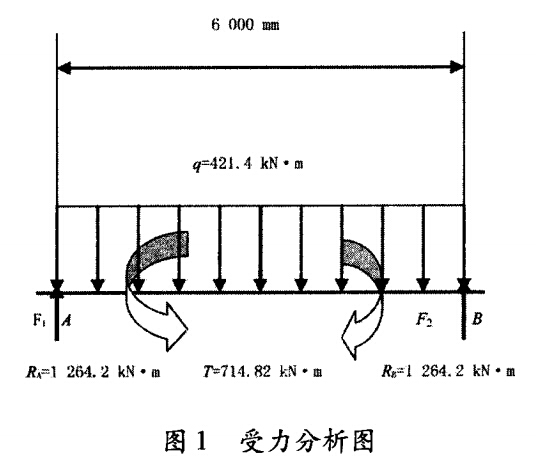
球磨机筒体简支梁上受扭矩和重力作用,其中,扭矩T=9550×P/n=9550×1250/16.7=714.82kN.m,球磨机筒体自重加上满负荷总重为260t,进出料端轴承分别承受重力Ra=Rb=1264.2kN.m。而球磨机筒体在6000mm范围受均布载荷q=421.4kN.m,此均布载荷在φ3600mm范围内是大小随时间变化的循环交变载荷,由于是溢流型排矿,所加球和矿量基本为筒体一半左右,当筒体入孔门转到正下方时受力最大,当筒体入孔门转到正上方时受力最小,因此,筒体入孔门处受力出现拉压交替变形,当筒体入孔门转到正下方时受拉变形,当筒体入孔门转到正上方时受压变形,而入孔门处由于开了642mm×682mm的方形口,所以,会在方形口处横向产生应力集中,由于所受扭矩较大,筒体主要是扭转变形较大,于是在入孔门横向焊接矩形角处出现斜向45°裂纹。如果不及时焊接处理,裂纹会逐渐延续,继而漏矿,影响生产,但是采取焊接措施并不能彻底解决问题。因为筒体一般厚60mm,一般只能焊接到筒体表皮,裂纹依旧存在。所以还是要改造筒体入孔门结构,才能彻底解决问题。
2、改进设计
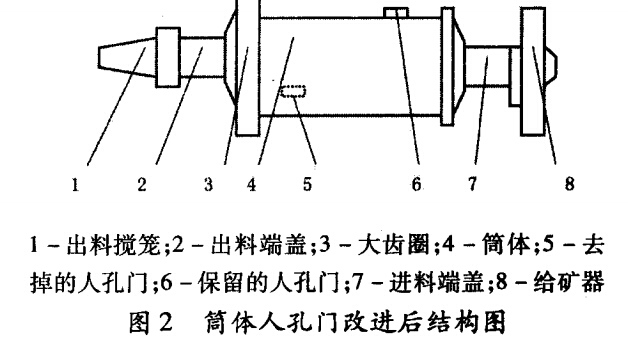
经过对球磨机筒体结构分析,结合近几年的球磨机检修实际记录,认为球磨机筒体靠排矿端入孔门受力大,经常出现裂纹,造成筒体漏矿甩矿,矿浆窜入齿轮传动部位,造成润滑条件变差,齿轮急剧磨损,使用寿命急剧缩短,球磨机故障频发。因此,可以老虎去掉一个入孔门,去掉靠近大齿圈处及排矿端出的入孔门。入孔门的作用就是在系列停车镶衬板时进入和衬板的通道,由于包钢选矿厂长球筒体使用在二次磨机,为溢流型球磨机,而且衬板为磁性衬板,可以从球磨机筒体排矿口进入和进磁性衬板。因此去掉一个入孔门后不会影响进入和进衬板。
去掉靠近大齿圈处及排矿端出的入孔门的筒体结构见图2。
3、效益评价
经过图纸改进,订货后,安装使用到五系列二次球磨机上,经实际证明:延长了长筒球磨机筒体的使用寿命,由原来的5年大修更换一次,延长到10年大修更换一次。齿轮副不会因筒体漏矿,进矿而缩短寿命,可由原来的3个月延长到8个月。大大降低了工人的劳动强度。而且此项改进不会对球磨机生产指标有任何影响。
按照包钢选矿厂1-9系列及再磨二系统共计14台长筒球磨机计算,10年可以少换9个筒体,一年可少换1个筒体组立件。每个长球磨机筒体组立件单价130万元,每个小齿轮组立件单价5万元,一年可少换5个小齿轮,因此每年可创经济效益为:130万元+5×5万元=155万元。
4、结束语
通过对筒体结构的分析,查出故障频发的原因,经过改造后降低了筒体故障的频率,提高了设备运行的周期,创造了可观的经济效益。
