浮选机叶轮耐磨材质的研究与应用
浮选机是选矿厂常用的选矿设备,种类繁多,有充气搅拌式浮选机、机械搅拌式浮选机、浮选柱等。对选矿厂的日常生产而言,浮选机的运行成本主要由能耗、设备折旧、易损件消耗组成。易损件主要是叶轮和盖板。目前,选矿行业所用的浮选机为A型浮选机、SF型浮选机、BF型浮选机和JJF型浮选机等,其叶轮和盖板材质大都是橡胶,叶轮和盖板的磨损寿命一般为3~8个月,目前凡口铅锌矿选矿厂年消耗叶轮、盖板400多套。叶轮和盖板是选矿厂主要耗材之一。随着产量的逐年提高,浮选机叶轮、盖板的消耗也会越来越多。针对以上情况,长沙矿冶研究院和凡口设计研究所对叶轮材料进行了应用研究,通过试验室试验和工业试验,找出了一种新的耐磨材料,其经济技术指标优于现有的橡胶材,即磨损性能优于橡胶,单位时间的运行成本同样低于丁腈橡胶。
1、浮选机叶轮和盖板的磨损
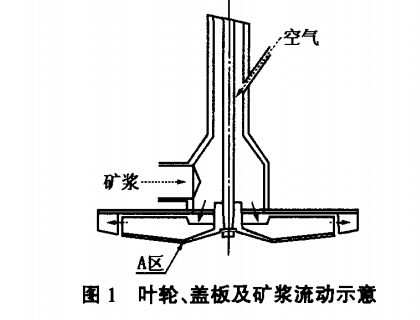
图1为叶轮、盖板及矿浆流动简图。叶轮高速旋转,在中心区形成负压,空气导管中的空气被吸入,矿浆从侧孔或盖板同时被吸入,形成固、液、气三相流,在离心力的作用下,固、液、气三相流向外运动,经过盖板隔栅时,流速突变,流体被分割,气相变成微细气泡,这种循环使固、液、气三相辊和均匀,气泡成弥散状态的矿浆混和体。
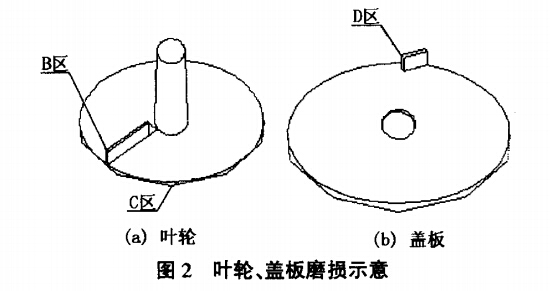
由于矿浆压力分布、运动方向、流速不同,叶轮、盖板各个部位的磨损情况差异很大。叶轮和盖板的磨损示意如图2所示。叶轮的磨损主要发生在叶片的外沿迎流面(B区)、圆盘的外沿(C区)、圆盘的底部(图1的A区)。A区矿浆流速最高,且与矿浆的相对速度最高,流线方向由于与叶轮跟随方向转变为与盖板隔栅平行的方向,这一流向的改变,使矿浆对B区产生最大的磨损,首先是上沿的直角被磨掉,然后向下发展。C区磨损由矿浆与圆盘相对运动引起,也可能与间隙过小的假底摩擦引起。当然,离中心越远,圆盘与矿浆的相对速度越高,由此引起的磨损越大。盖板的磨损主要发生在隔栅的内沿(D区),该区域流向发生强制变化,内沿受强烈的冲击,产生月牙型磨损。
叶片和盖板产生磨损后,间隙增加,矿浆所受的切割作用下降,气泡变粗,固、液、气三相混合程度下降,气泡弥散程度降低。磨损严重时显著影响浮选指标。
2、浮选机叶轮材质的选择
这里主要针对浮选机叶轮磨损进行研究。
浮选机叶轮材质的选择应符合下列几个条件:①有较好的耐磨性;②20~60℃下的热稳定性;③有一定的冲击强度;④原材料的价格可为生产接受。
3、试验室试验
根据资料研究及对各种材料的物理化学性能分析,认为超高分子聚乙烯、碳化硅、硬质合金是浮选机叶轮的选用材料。它们均具有优秀的耐磨性能和抗腐蚀性能,超高分子聚乙烯具有较好的冲击强度,便于拆卸和安装。
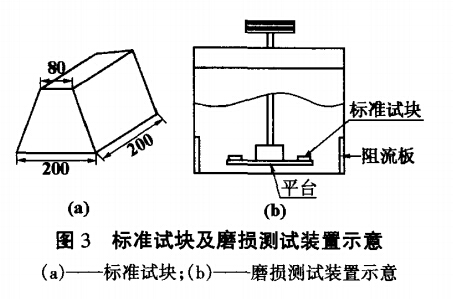
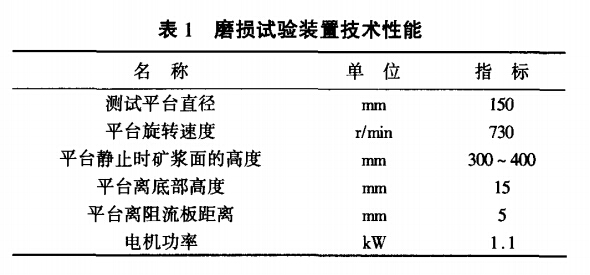
将超高分子聚乙烯、硬质合金、碳化硅、橡胶分别制成如图3(a)所示的标准块,嵌入如图3(b)所示的磨损试验装置中,其核心是旋转磨损测试平台。磨损试验装置技术参数列于表1。
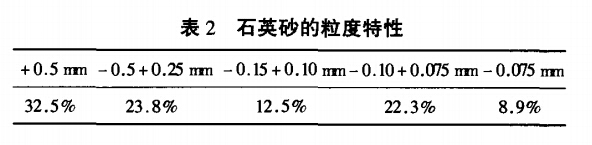
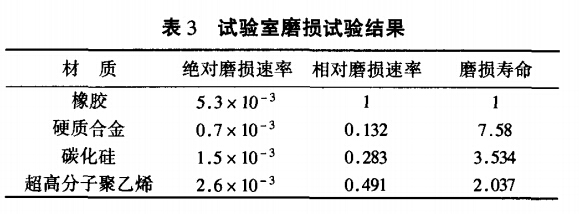
本试验采用石英砂作为磨损源,与水配成质量浓度为50%的矿浆。石英砂的粒度特性见表2。每天20h测试各试验标准块的磨损量。以橡胶的磨损速率为1,磨损寿命为1,各材质叶轮磨损试验结果见表3。从表3可以看出,在相同试验条件下,硬质合金、碳化硅、超高分子聚乙烯的磨损寿命是橡胶的2至7.58倍。
4、工业试验和工业应用
4.1、叶轮工业试验选材
硬质合金、碳化硅、超高分子聚乙烯的磨损寿命不同,价格也格相差悬殊。以橡胶的单位体积价格为1,硬质合金、碳化硅、超高分子聚乙烯的单位体积价格分别为106,1.875和1.175,橡胶、硬质合金、碳化硅、超高分子聚乙烯单位寿命材料消耗的费用分别为1.0,13.98,0.531和0.577。从单位经济技术指标来分析,选用浮选机材质优先顺序为碳化硅、超高分子聚乙烯、橡胶、硬质合金。
对3A浮选机而言,碳化硅、硬质合金、超高分子聚乙烯、橡胶均可做成整体结构。但碳化硅缺乏韧性、冲击强度很低,无法承受安装、拆卸时的敲击,故在工业试验中不采用该材料;硬质合金价格昂贵,考虑价格因素,工业应用不可能整体采用硬质合金,但可以考虑在叶轮关键部位镶嵌少量的硬质合金,降低成本,提高使用寿命,故在本次工业试验中也放弃了该材料。本次工业试验选材只选用橡胶和超高分子聚乙烯。
4.2、超高分子聚乙烯叶轮设计要点
1)叶轮采用整体成型。
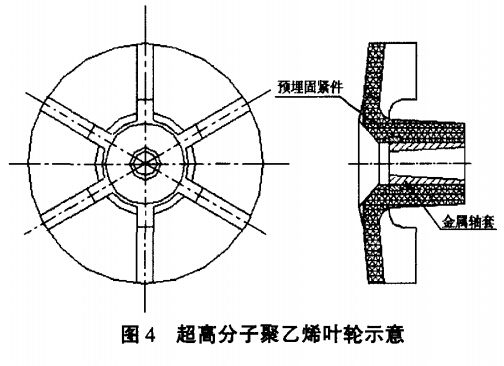
2)轮毂和轴套预埋在超高分子聚乙烯中,为了防止相对运动,轮毂上预先焊接筋条。
3)成型后进行加工,保持叶轮的静平衡。
超高分子聚乙烯叶轮示意如图4所示。
4.3、工业试验
本次工业试验采用超高分子聚乙烯叶轮和橡胶叶轮,安装在3A浮选机上,叶轮与导轮之间的间隙为5.5~6.5mm,电机功率为1.5kw,在同等条件下进行分组对比试验。试验地点为凡口设计研究所试验厂;试验时间为6个月;试验测量浮选机的工作状态,即浮选机空载(清水情况下)和满载时电机电流,测量叶轮的磨损量(磨损重量),并观察主要磨损部位。试验结果列于表4。
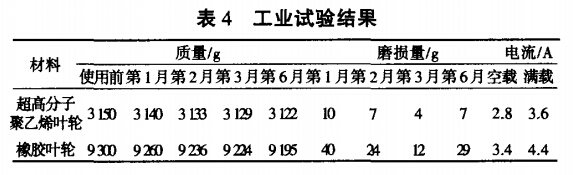
工业主茅舍(6个月)后,发现橡胶叶轮底部严重扭曲变形,橡胶叶轮完全报废,而超高分子聚乙烯叶轮保持原状;主要磨损区域发生在:①图2中的B区,磨成圆角,园角R均值为7mm。②叶轮外圆上下边沿(图2中C区的上下边沿处),圆角半径R均值为3mm。另外,装用超高分子聚乙烯叶轮浮选机比装用橡胶叶轮浮选机能明显的降低电机电流,这在节能方面意义重大。
4.4、工业应用
本次超高分子聚乙烯叶轮工业试验于2000年11月在凡口科研所试验厂完成,并于2002年至今在凡口科三所试验厂用于工业生产。凡口科三所试验厂是一个日处理能力为75t的小型选厂,在承担该矿的选矿半工业试验以外,也进行日常生产,主要用于微细矿泥回收和流失矿回收的生产,杜绝选厂二次金属流失,该厂装用22台3A浮选机,从近三年来该厂消耗的3A浮选机叶轮统计显示,橡胶叶轮平均使用时间为151个工作日;超高分子聚乙烯叶轮平均使用时间为248个工作日。目前超高分子聚乙烯叶轮单价比橡胶叶轮高出50%,所以使用超高分子聚乙烯叶轮单价比橡胶叶轮高出50%,所以使用超高分子聚乙烯叶轮在降低备件费用上收到了一定的效果,此外由于使用超高分子聚乙烯叶轮比使用橡胶叶轮能延长叶轮使用寿命60%以上,这在减少浮选机检修时间、提高浮选机使用率,有效降低工人劳动强度方面效果非常明显。
5、结语
1)对浮选机叶轮材料的调研和实验室试验结果表明,得出橡胶、硬质合金、碳化硅、超高分子聚乙烯4种材料的技术经济指标,试验表明橡胶、硬质合金、碳化硅、超高分子聚乙烯4种材料的相对磨损速率之比为1:0.132:0.283:0.491;磨损寿命之比为1:7.58:3.534:2.037。考虑价格因素理论上橡胶、硬质合金、碳化硅、超高分子聚乙烯叶轮单位寿命材料消耗的分加盟为1,13.98,0.531,0.491。以碳化硅的运行费用最低,超高分子聚乙烯次之,但由于超高分子聚乙烯具有较好的冲击韧性,便于安装,故实验室试验结果建议浮选机叶轮选材优先选用超高分子聚乙烯。
2)工业试验结果表明,3A浮选机采用超高分子聚乙烯叶轮比采用橡胶叶轮能提高叶轮使用寿命60%以上,采用超高分子聚乙烯叶轮能明显的减少备件更换次数、大幅的降低工人劳动强度。另外由于超高分子聚乙烯叶轮密度小,质量轻,有利于浮选机能耗的降低,对3A浮选机而言,其能耗只有橡胶叶轮的81.8%。但由于人们长期的使用习惯,加上超高分子聚乙烯叶轮的市价明显高于橡胶叶轮,另外超高分子聚乙烯叶轮用于不同型号浮选机时,对浮选指标是否有影响等方面仍有待进一步研究,所以目前选矿浮选机仍然大部分装用传统的橡胶叶轮。在目前全国电力供应紧张的情况下,超高分子聚乙烯叶轮的推广应用在节能方面意义重大。
3)超高分子聚乙烯由于具有耐冲击性、耐磨损性、耐化学腐蚀性、自润滑性、不粘着和密度小等性能,是工程材料中的佼佼者,可以考虑作为目前在选矿行业中广泛应用的橡胶制品的部分替代品,以提高其使用寿命。
转载请注明来源:www.zzjdzg.com
