浮选机在铝土矿正浮选中的应用
我国铝土矿主要为一水硬铝石型铝土矿,有高铝、高硅、低铁的特点,铝硅比较低,大部分铝土矿的铝硅比(AL/Si)在4~7,加工难度大,实现高硅一水硬铝石型铝土矿的铝硅分离,然后再采用拜尔法生产氧化铝,是解决我国氧化铝生产高能耗和低质量的重要途径。多年来,浮选工艺一直是铝土矿选别研究的重点,而浮选机特性对浮选的影响很大,尚待进一步的研究。
铝土矿正浮选的目的矿物是一水硬铝石,目的矿物成分单一,常用的捕收剂属脂肪酸类捕收剂,与一水硬铝石的作用强,比较容易实现一水硬铝石的捕收。反浮选捕收的目的矿物为高岭石、叶蜡石和伊利石等,浮选过程中需进行强化捕收同时要实现一水硬铝石的选择性抑制。铝土矿正浮选具有选别要求充气量小且范围狭窄、泡沫量大、泡沫黏且不易破碎和难输送等特点,因此开发研究适合铝土矿浮选的设备,对于今后铝土矿选矿工业化的实施具有重要的意义。
北京矿冶研究总院在BF浮选机的基础上对浮选机的结构参数和运转参数进行了研究改进,研制了针对铝土矿浮选工艺特点的BF-L型铝土矿选矿正浮选用浮选机。此外,又经过多年努力开发了专门适合了铝土矿选别的浮选机联合机组,解决了低铝硅比铝土矿分选存在的设备选型技术难题,并获得了成功的应用,为国内铝土矿选厂带来巨大的经济效益。
1、铝土矿正浮选对浮选机的设计要求
针对我国铝土矿高铝、高硅、低铁、铝硅比低的特点,铝土矿正浮选用浮选机应具有以下特点:
1)充气量要能任意调节。铝土矿浮选需要的充气量一般为0.1~0.3m3/(m2.min)左右;
2)浮选机槽内搅拌力不能太强也不能太弱。搅拌力太强会影响气泡矿化,搅拌力太弱会影响矿浆和气泡的分散,因此,铝土矿正浮选用浮选机搅拌力要适中;
3)矿浆液面要平稳。由于铝土矿浮选矿粒的粒度较细,不稳的分离矿浆会导致已经吸附的矿粒脱落,影响选矿指标;
4)铝土矿浮选中,泡沫量较大,尤其是矿浆中含有大量的微泡,因此要求浮选机槽内产生的流体动力学能满足浮选机内大量微细气泡的浮选动力学要求;
5)铝土矿浮选泡沫细小且黏度大,泡沫槽内的泡沫不易破碎,而且泡沫量大,流程循环量大,泡沫输送困难,因此一定要采用吸浆能力足够大的浮选机,这样才能使流程畅通。
6)液位控制系统必须具有较高的精确度,充分保证浮选机内液位在合理的范围内波动,迅速实现自动化控制。
铝土矿正浮选用浮选机除有上述要求外,还应具有普通浮选机的一些特点,如结构简单、易损件寿命长、容易启动、功耗低、操作方便、容易维修等。
2、铝土矿正浮选用浮选机的设计
这里针对我国铝土矿的特点以及正浮选对浮选机选别的要求,对浮选机进行特殊的设计,秘诀型后的浮选机组更加适合于铝土矿选别。该浮选机组具有以下特点:
1)特殊设计的充气量调节装置不仅能够满足铝土矿浮选要求充气量较小且易于调节,还解决了因铝土矿泡沫量大,且泡沫容易上爬,影响浮选设备正常运转的难题;
2)采用“U”形深槽槽体,不仅避免矿砂堆积,而且有利于粗重矿粒向槽中心移动,以便返回叶轮区再循环,减少矿浆短路现象;
3)对槽体进行加深设计,有利于形成稳定的、较厚的泡沫层,有利于选矿工艺指标的提高;
4)对叶轮与盖板的结构参数进行调整,提高了空气分散度,同时使浮选机的吸浆能力大大提高,进而提高了对大量黏性泡沫的输送能力,这有利于提高分选指标;
5)采用高精度的浮选-激光液位测量装置和特殊设计的泡沫隔离装置,使得液面稳定更加迅速,波动更小,为铝土矿的正浮选提供很好的环境。
3、铝土矿正浮选用浮选机的应用
铝土矿正浮选用浮选机组自研制开发以来,在国内外多家铝土矿选厂成功应用,为矿山企业创造巨大的经济效益。这里主要介绍该浮选机在国内某选厂铝土矿正浮选中的应用情况。
3.1、矿石性质
该生产矿样主要是外购,粉磨之前进行了充分的混合,矿样中的主要化学成分见表1,主要矿物组成见表2,根据化学成分和矿物组成特点,可知该矿石属于典型的一水硬铝石型铝土矿。一水硬铝石晶体形态较复杂、多呈粒状、鳞片状、部分为板片状或隐晶质,晶体粒度一般介于0.005~003mm,具有典型的高铝、高硅、低铝硅比的特点,而且该矿石嵌布粒度较细,要求细磨才能单体解离,这增加了浮选难度。
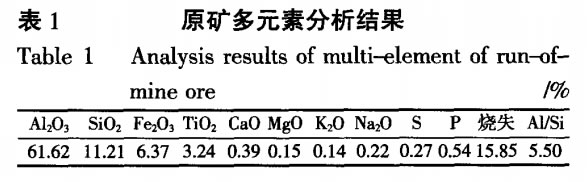
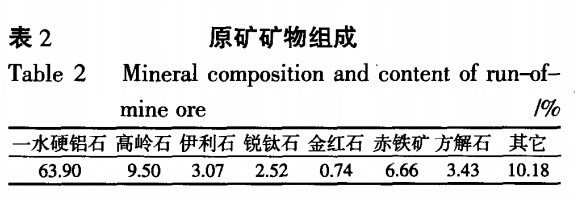
从表2可以看出该矿主要有用矿物是一水硬铝石,还有少量的一水软铝石、水针铁矿、赤铁矿等;脉石矿物有高岭石、叶蜡石、伊利石、绿泥石等,此外还有微量的蒙脱石、水白云母、锆石、电气石、石英等。
3.2、选厂工艺流程及其特点
选厂浮选设备全部采用水平配置,整个作业流程既简单又节省泡沫泵,不仅大大节约选厂的能耗,而且减少了选厂的基建投资,同时水平配置又给浮选操作工人的工作带来便利,还减少了设备的管理和维护成本。选矿厂工艺流程见图1。
3.3、运行效果评价
3.3.1、浮选机动力学性能测试
由于浮选机带矿运行后,铝土矿的泡沫层较厚,不方便测量。因此主要考虑浮选机在清水试车期间充气量情况,测量结果表明,铝土矿正浮选用浮选机组能够满足铝土矿浮选的充气量要求,空气分散度好,平均值为3.35,分散均匀。动力学测量结果见表3。

3.3.2、浮选机功率测定
能耗是浮选机性能考核的一个重要指标,尤其是在国家大力推行节能减排政策期间,节能减排指标考核力度更大。选厂浮选机电流的测定结果表明,所有浮选机的电机电流基本上为额定电流的75%~80%,而且由于选厂采用水平配置,省去泡沫泵,节能效果尤为明显。
3.3.3、矿浆悬浮能力测定
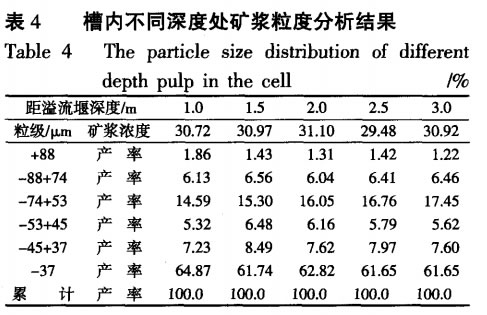
为考虑矿浆悬浮能力,测定了粗选1浮选机内不同深度处矿浆粒度的分布状态,即在距溢流堰下方1.0、1.5、2.0、2.5、3.0m深处五个矿浆层进行取样分析。分析结果见表4,从表4可以看出槽体内5个层面的矿浆浓度都在30%左右,而且各个层面-74μm矿物的产率都在92%左右,说明铝土矿矿浆在其专用浮选机槽体内总体上分布均匀,没有明显的颗粒分层现象,说明该浮选运转后悬浮矿浆能力好,符合设计要求,能够为铝土矿的正浮选提供有利的浮选环境。
3.3.4、选矿生产指标
铝土矿正浮选用浮选机组自工业化投产以来,设备运行可靠,矿浆液面平稳。浮选机搅拌力强,在浮选机中上部形成了悬浮层,泡沫层稳定,没有翻花和沉槽现象。选矿厂工艺指标见图2。
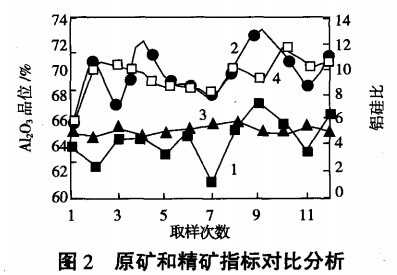
从图2可以看出精矿指标良好,原矿的铝硅比由5.31达到精矿的9.33,Al2O3精矿平均品位达到69.70%,平均回收率达到66.51%,最终的选矿指标完全能够满足选厂的设计要求。
3.3.5、液位控制系统运行状况
从图2可以看出精矿指标良好,原矿的铝硅比由5.31达到精矿的9.33,Al2O3精矿平均品位达到69.70%,平均回收率达到66.51%,最终的选矿指标完全能够满足选厂的设计要求。
3.3.5、液位控制系统运行状况
铝土矿正浮选用浮选机液位自动控制系统包含三部分:液位测量装置,UDC控制器,执行机构气动阀。北京矿冶研究总院针对铝土矿浮选时泡沫量大,泡沫层较厚,而且发黏的特点,对液位测量装置和泡沫隔离装置进行全新设计和改进,使其更加适合于铝土矿正浮选。为了有效说明控制效果,对粗选区4台浮选机的液位采样2000次,采样频率1s,粗选作业液位深度初始设定值为350mm,控制曲线如图3所示。
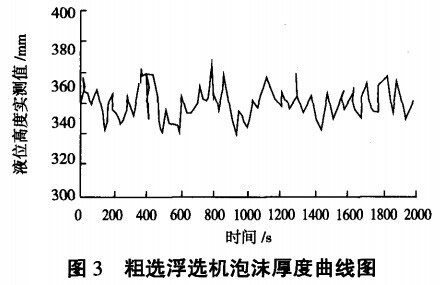
由图3可知,4台浮选机的实测液位一直在340~360mm范围内波动,稳态误差在10mm左右。
分析可知,先进的自动控制能够根据给矿量等运行条件的变化及时做出调整,可以用最短的时间来调节阀门开度以保持槽内矿浆液面的稳定。这说明该自动控制具有一定的抗干扰能力,这也是手动控制所无法实现的,可以节约很多人力成本,为企业创造客观的经济效益。
液位自动控制系统连续运行以来,保证了铝土矿正浮选用浮选机液位的稳定,满足了浮选工艺的要求,同时该系统操作简单,使用维护方便,可靠性高,运行期间没发生一次故障。
4、结论
1)在国内某选厂的应用结果表明,铝土矿正浮选用浮选机组完全能够满足铝土矿正浮选的工艺要求,设备运行可靠,矿浆液面平稳。此外,针对铝土矿的特点而开发的液位自动控制系统能够精确控制浮选机的液位,确保浮选机运行期间选矿指标良好,铝硅比由5.31提升到9.33,Al2O3精矿平均品位达到69.70%。
2)生产实践表明,北京矿冶研究总院开发的铝土矿正浮选用浮选机组适合于浮选充气量小、泡沫量大且黏度大的铝土矿,能够很好地实现高硅一水硬铝石型铝土矿的铝硅分离,为国内铝土矿选矿厂带来巨大的经济效益。
3)因铝土矿正浮选工艺的目的矿物成分单一,常用的捕收剂为脂肪酸类,与一水硬铝石的作用强。北京矿冶研究总院针对正浮选工艺而开发的浮选机为我国铝土矿选矿提供了一种技术可靠的正浮选用浮选设备。
转载请注明来源:www.zzjdzg.com
